南海50000系特急ラピート台車異常、製造もとの日本製鉄が不具合原因と再発防止策を公表
![]()
![]()
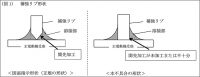
南海50000系特急ラピートの車両連結部から異音が発生し緊急点検した結果、日本製鉄が製造する台車の補強リブの溶接部から亀裂があったことがわかった。
これを受け、日本製鉄は不具合原因と再発防止策を公表。
今回の不具合は、南海50000系特急ラピートの台車補強対策として、日本製鉄が2005年から2007年に主電動機受座に補強リブを取り付ける作業を実施。
その作業のなかで、補強リブに実施すべき開先加工が行われていない、あるいは開先加工が不十分なものがあったことが、亀裂が発生した溶接部分の断面調査などからわかった。
開先加工とは、強度上必要な場合に、溶接する部材の先端を斜め等にカットする加工のこと。
日本製鉄では、開先加工付きの補強リブを取り付ける作業は、通常は、切断職場で補強リブの鋼材からの切り出しと開先加工を実施し、開先加工された補強リブを溶接職場で台車枠に溶接する。
これに対し、南海50000系特急ラピートでは、補強リブが小さく、切断職場での設備制約から、溶接職場の設備(エアガウジング)を使用して開先加工する特殊な作業フローを選定した。
不具合原因
・溶接職場の設備(エアガウジング)を使用して開先加工する特殊な作業を選定した。
・標準作業工程を変更する場合の業務フローの規定がなかったため、溶接職場の作業方案に特殊作業の指示の記載がなかった。
・初回の補強作業では、設計・製造スタッフにて現場立会を実施していたが、現場立会結果を次回以降の作業方案に反映する業務フローの規定がなく、補強リブに開先加工が行われていない、あるいは開先加工が不十分なものがあった。
今回の不具合の対象は、最大で、南海50000系特急ラピートの全6編成のモーター付き台車36台。過去の台車補強作業全般の記録を調査した結果、南海電鉄の50000系特急ラピート以外の台車、ほかの鉄道会社むけの台車では、特急ラピートの台車補強のような特殊な作業は行っていないことを確認した。
再発防止策
・溶接職場の設備(エアガウジング)を使用して開先加工する特殊な作業を禁止した。
・標準作業工程を変更する場合の「作業方案に反映する業務フロー」を規定した。
・方案を作業前に確認する「事前検討会」の実施をルール化し、事前検討会にて決定した事項を作業方案に記載する。
・作業終了後に「振り返り検討会」を実施することをルール化し、作業時に発生した課題に対する解決策を確実に作業方案に反映できるようにした。